



数控锯切套丝打磨生产线性价比高视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:数控锯切套丝打磨生产线性价比高的图文介绍
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。


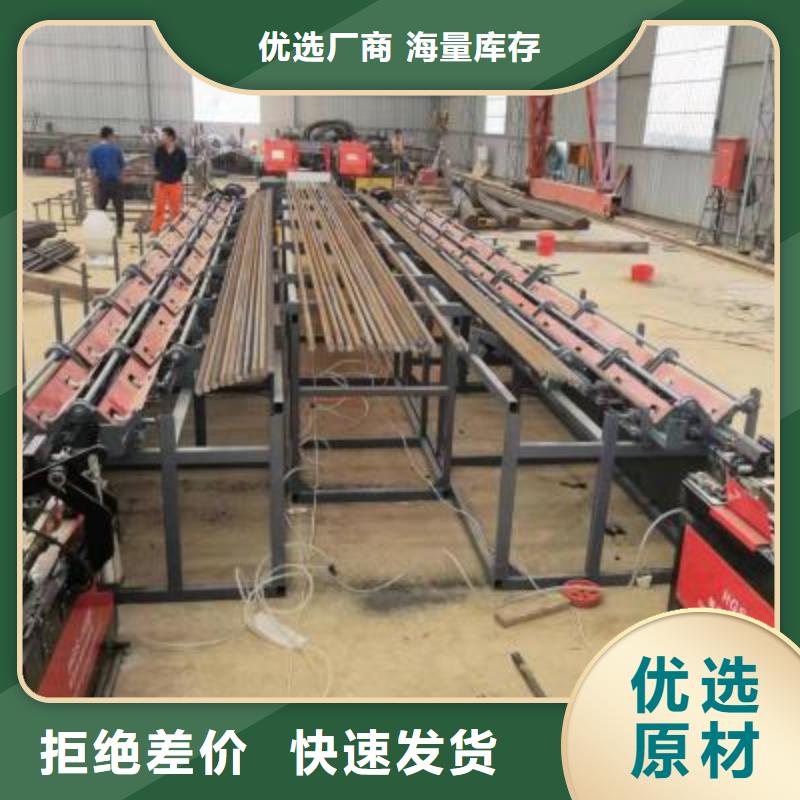
数控钢筋锯切套丝生产线,是一款主要针对于不同钢筋直径、钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用专 用的双面夹紧锯床。滚丝机主要适用于冷滚压成型,冷滚压工艺是一种无屑加工工艺,该工艺利用滚压工具进行揉捏成型。滚压金属纤维是接连的,滚压是发生的径向压力能有用的提高工件表面的光洁度、硬度和强度,比切屑加工提高作业效率几倍、甚至几十倍,然后愈加节约材料,更易实现自动化加工。



5.锯床的导向块长期使用后呈现磨损,也许使锯带在切削过程中不能正常的笔直切削,使锯带呈现意外的不良要素致使锯带受损报废。(二)因选齿不妥形成的要素:1.不论所锯切的工件是实心的仍是管材,不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。
2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢,圆管,方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。(三)因操作不妥形成的要素:1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。公司全体员工以饱满的欢迎新老客户前来洽谈,合作共赢
河南建贸机械钢筋锯床是鼓起较早的一个企业,经过数六十多年的洗礼如今现已蜕变成了同行中的精英。无论是出产何种工业商品,只需需求切开金属,就必须要运用锯床。在改革开放之前,锯床并没有被引入入我国,其时在切开金属的时候,广泛运用的是弓锯床,弓锯床就是模仿手艺锯一样,来回切开,详细的作业仍是要运用人工才干完结,出产功率十分低下。
2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢,圆管,方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。(三)因操作不妥形成的要素:1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。公司全体员工以饱满的欢迎新老客户前来洽谈,合作共赢
河南建贸机械钢筋锯床是鼓起较早的一个企业,经过数六十多年的洗礼如今现已蜕变成了同行中的精英。无论是出产何种工业商品,只需需求切开金属,就必须要运用锯床。在改革开放之前,锯床并没有被引入入我国,其时在切开金属的时候,广泛运用的是弓锯床,弓锯床就是模仿手艺锯一样,来回切开,详细的作业仍是要运用人工才干完结,出产功率十分低下。



诚实、守信、敬业、创新是我们的企业精神。以质量求生存,以信誉求发展是我们的经营方针。伊犁建贸机械 有限公司全体员工热忱欢迎各界朋友与我们建立合作关系,我们将全力为您提供满意、放心、周到的 镦粗机价格。



金属带锯床断带的原因及措施:断带原因分析及故障处理 1.上导向块间隙不合适,卧式金属带锯床,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,金属带锯床品牌,锯背与轮肩保持一定距离,以不切断纸为宜;用一直尺沿夹好的锯带方向在锯臂中间测量,吻合度在0.1~0.2mm之间,并且确定锯背与导向块完全吻合;导向块活动套间隙为0.5mm。 2.导向块磨损造成锯背磨损,使锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。 3.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。


